


推薦產(chǎn)品Products

-
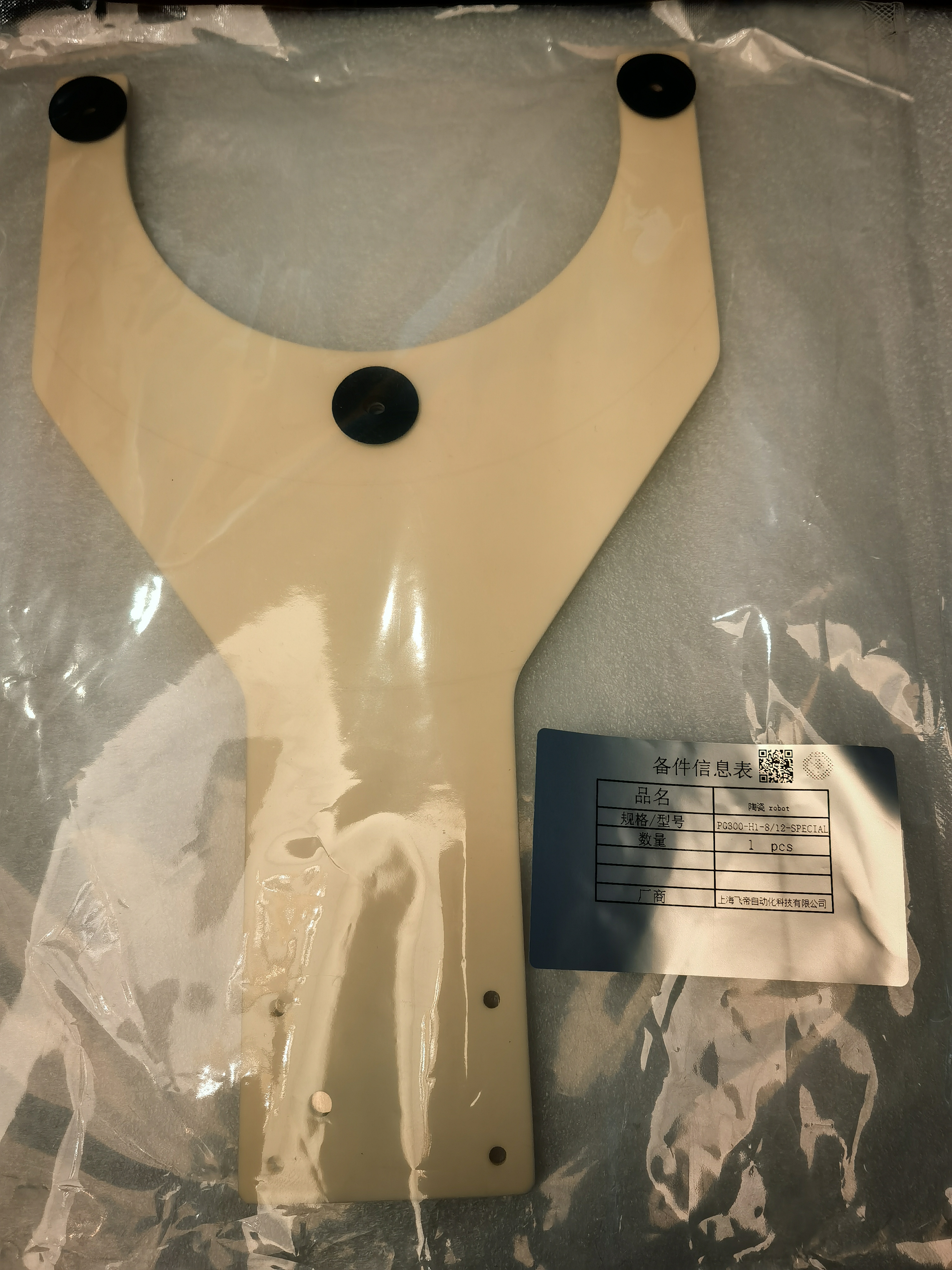 PG300 8/12 陶瓷特制易更換吸嘴手臂
PG300 8/12 陶瓷特制易更換吸嘴手臂
-
 MOUNT ROLLER
MOUNT ROLLER
-
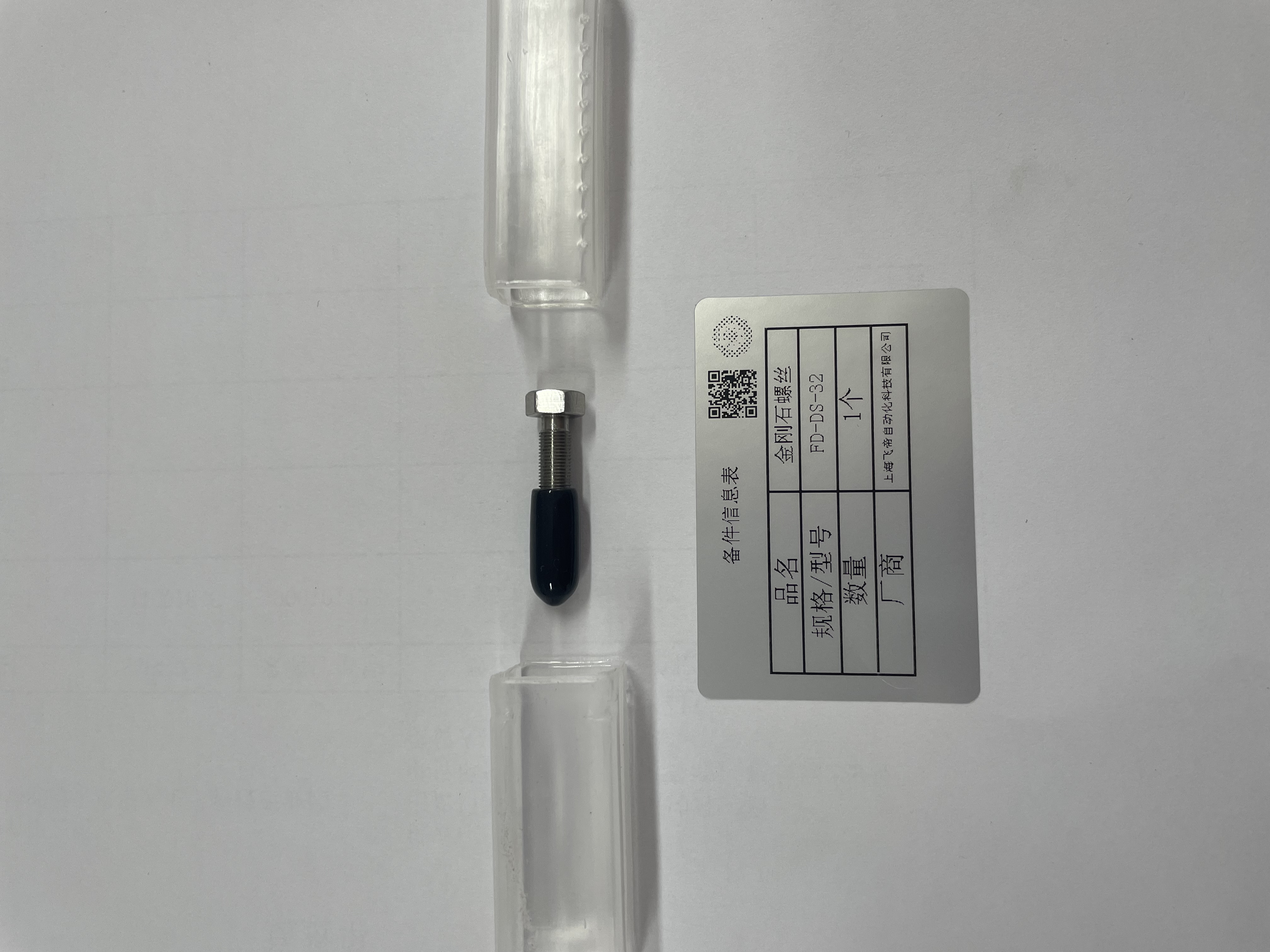 測厚金剛石螺絲
測厚金剛石螺絲
-
 12inch 防粘防靜電mount table
12inch 防粘防靜電mount table
-
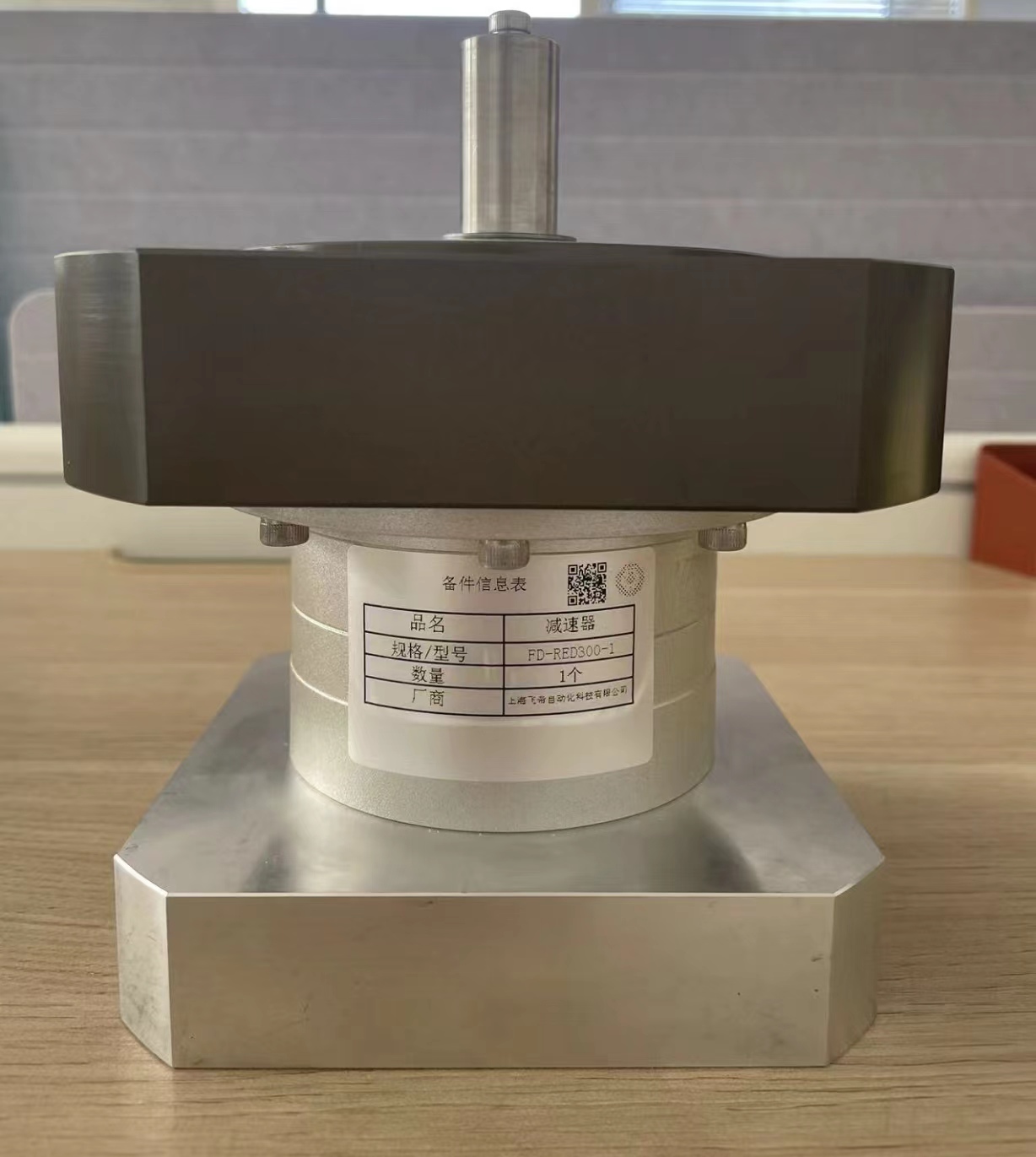 PG300減速器
PG300減速器
-
 DURA SR 打印機(jī) 打印頭
DURA SR 打印機(jī) 打印頭
-
 PG300 spinner fiber
PG300 spinner fiber
-
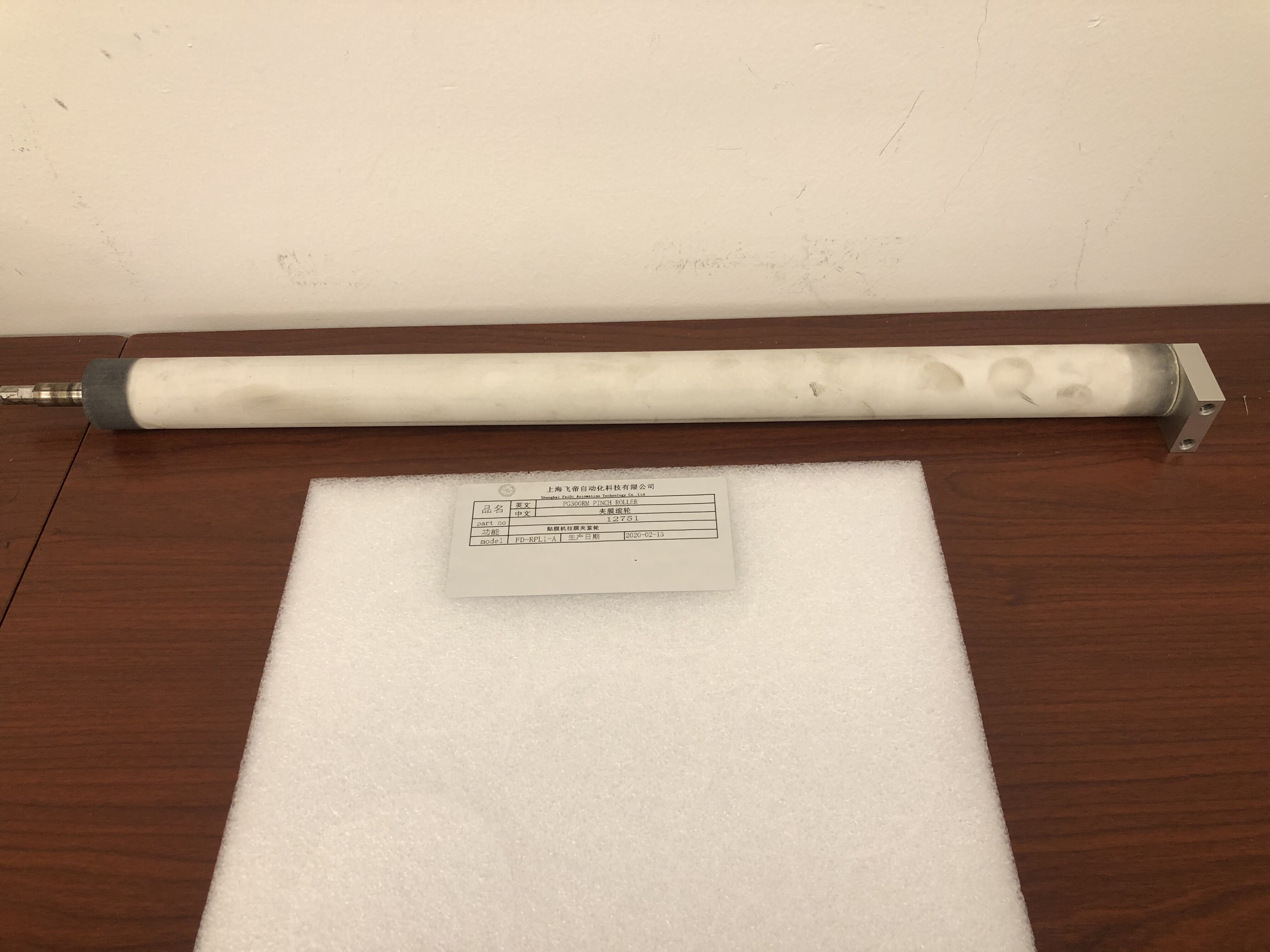 PINCH ROLLER
PINCH ROLLER
-
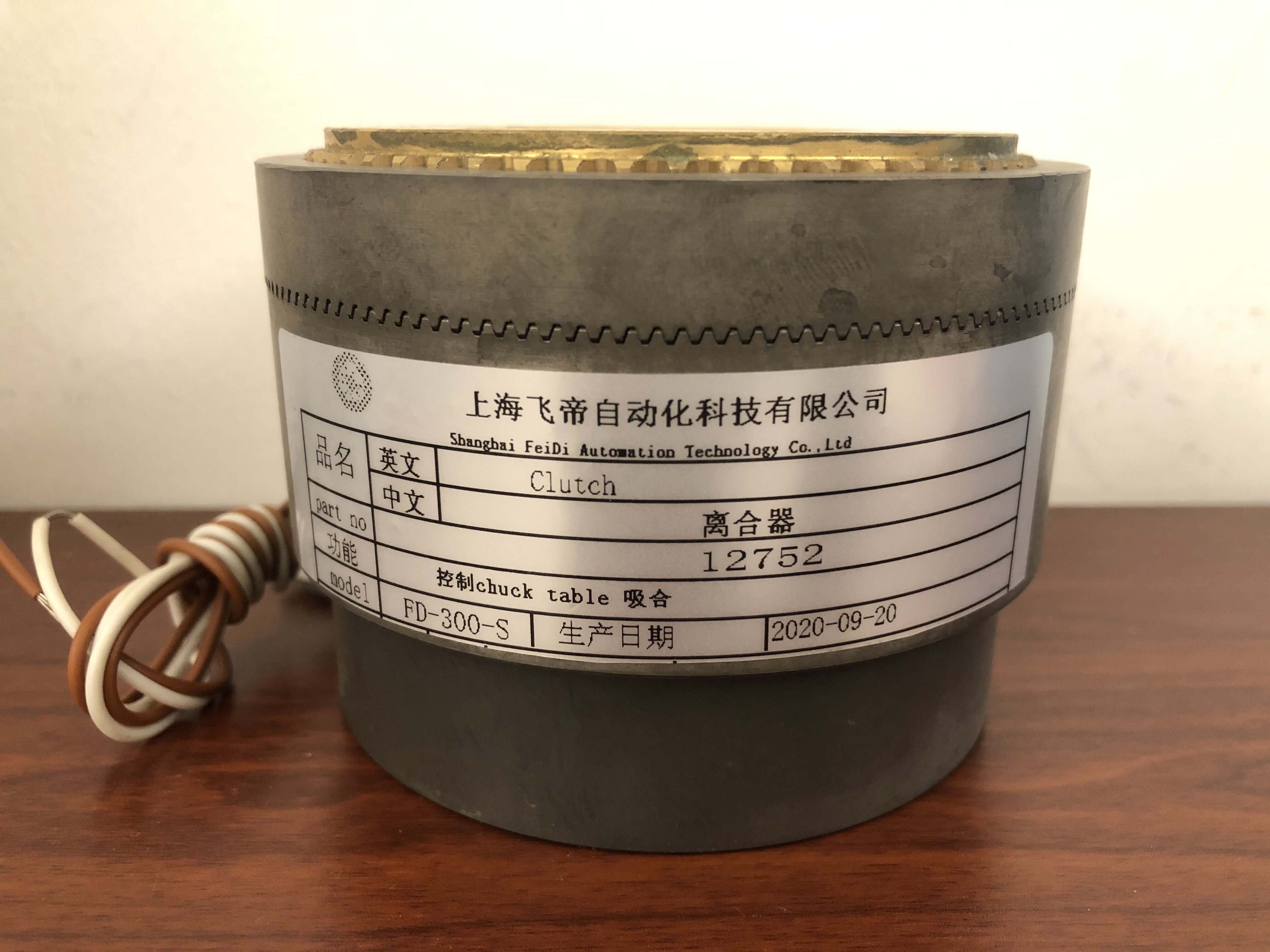 PG300RM 離合器
PG300RM 離合器
-
PG300RM 離合器
-
 NCH水平校準(zhǔn)裝置
NCH水平校準(zhǔn)裝置
-
 水環(huán)真空泵
水環(huán)真空泵
-
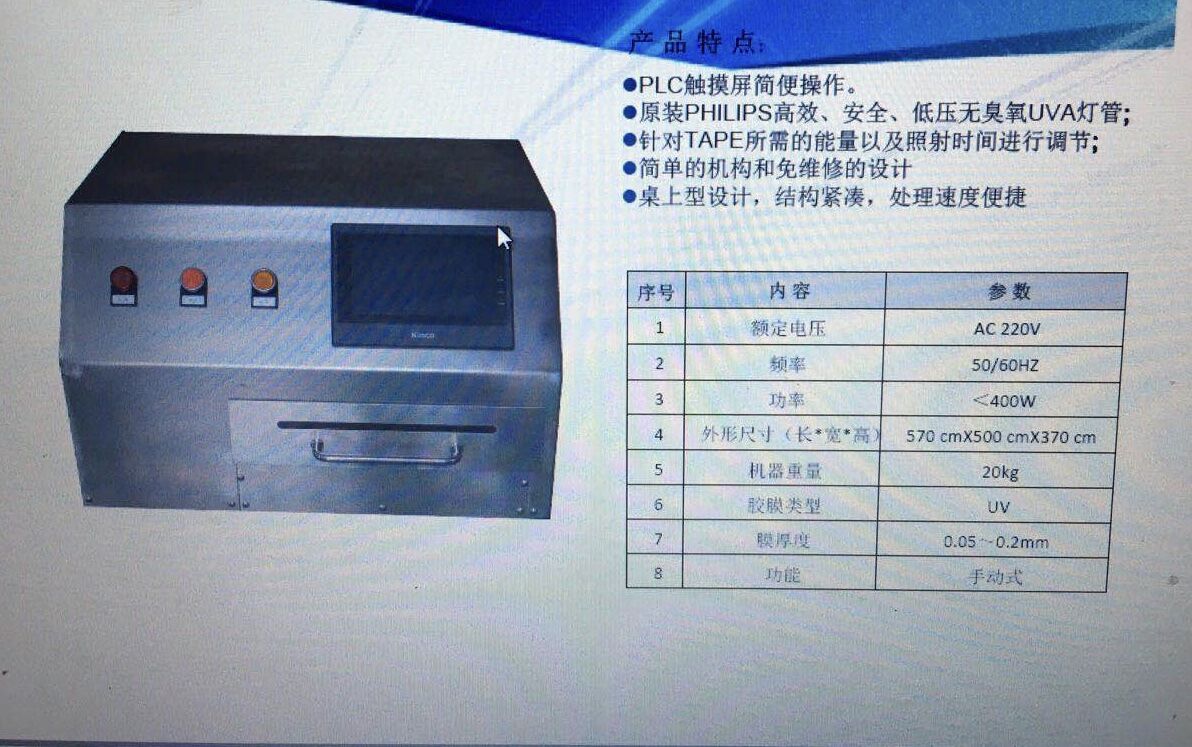 12inch 手動UV黏膠消除機(jī)
12inch 手動UV黏膠消除機(jī)
-
 飛帝劃片刀片磨刀板
飛帝劃片刀片磨刀板
-
 MR-J3系列高性能伺服系統(tǒng)
MR-J3系列高性能伺服系統(tǒng)
-
 MR-J2S系列伺服系統(tǒng)
MR-J2S系列伺服系統(tǒng)
-
 貼膜機(jī)精密壓膜輪
貼膜機(jī)精密壓膜輪
-
 CASSETTE 料盒
CASSETTE 料盒
-
 陶瓷手臂 CERAMIC ARM
陶瓷手臂 CERAMIC ARM
-
 各種多孔陶瓷吸盤
各種多孔陶瓷吸盤
-
 撕膜膠帶
撕膜膠帶
-
 切膜刀片
切膜刀片
-
 DENKA DC TAPE
DENKA DC TAPE
-
 DENKA BG tape
DENKA BG tape
-
 進(jìn)口各種規(guī)格IC 硅片
進(jìn)口各種規(guī)格IC 硅片
-
 UV燈管
UV燈管
-
 OCR-BCP 打標(biāo)機(jī)
OCR-BCP 打標(biāo)機(jī)
-
 貼膜機(jī)
貼膜機(jī)
-
 HERMES CO2 bubbler
HERMES CO2 bubbler

-
PG300 8/12 陶瓷特制易更換吸嘴手臂
-
MOUNT ROLLER
-
測厚金剛石螺絲
-
12inch 防粘防靜電mount table
-
PG300減速器
-
DURA SR 打印機(jī) 打印頭
-
PG300 spinner fiber
-
PINCH ROLLER
-
PG300RM 離合器
-
PG300RM 離合器
-
NCH水平校準(zhǔn)裝置
-
水環(huán)真空泵
-
12inch 手動UV黏膠消除機(jī)
-
飛帝劃片刀片磨刀板
-
MR-J3系列高性能伺服系統(tǒng)
-
MR-J2S系列伺服系統(tǒng)
-
貼膜機(jī)精密壓膜輪
-
CASSETTE 料盒
-
陶瓷手臂 CERAMIC ARM
-
各種多孔陶瓷吸盤
-
撕膜膠帶
-
切膜刀片
-
DENKA DC TAPE
-
DENKA BG tape
-
進(jìn)口各種規(guī)格IC 硅片
-
UV燈管
-
OCR-BCP 打標(biāo)機(jī)
-
貼膜機(jī)
-
HERMES CO2 bubbler